Токарные резцы
Конструктивные элементы резца
Резец состоит из головки А, то есть рабочей части и тела, или стержня Т (рисунок 1.1), служащего для закрепления резца в резцедержателе.
Рисунок 1.1. Конструктивные элементы резца
Рабочая часть (головка) А принимает непосредственное участие в процессе резания. Она образуется специальной заточкой и состоит из следующих элементов (см. рисунок 1.1): передней поверхности 1, по которой в процессе резания сходит стружка; главной задней поверхности 2, обращенной к поверхности резания; вспомогательной задней поверхности 3, обращенной к обработанной поверхности; главной режущей кромки 4. образованной пересечением передней и главной задней поверхностей; вспомогательной режущей кромки 5, образованной пересечением передней и вспомогательной задней поверхностей; вершины резца 6, являющейся местом сопряжения главной и вспомогательной режущих кромок.
При криволинейном сопряжении режущих кромок вершина имеет скругленную форму радиуса r . Радиус r называется радиусом при вершине.
Геометрические параметры резца.
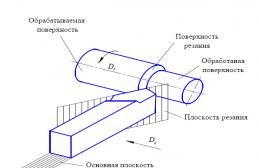
Для облегчения процесса резания режущая часть резца имеет форму клина, заточенного с определенными углами. На рисунке 1.2 представлены поверхности на заготовке и координатные плоскости при точении, необходимые для определения геометрических параметров резца.

Рисунок 1.2. Схема расположения поверхностей заготовки и резца.
На обрабатываемой заготовке (см. рисунок 1.2) различают следующие поверхности: обрабатываемую, обработанную и поверхность резания.
Обрабатываемой называется поверхность заготовки, которая будет удалена в результате обработки.
Обработанной называется поверхность, полученная после снятия стружки.
Поверхностью резания называется поверхность, образуемая на обрабатываемой заготовке непосредственно главной режущей кромкой.
Поверхность резания является переходной между обрабатываемой и обработанной поверхностями.
По форме обрабатываемой поверхности и виду обработки различают: (рисунок 1.3): проходные резцы - для обработки цилиндрической поверхности на проход, упорные проходные - для обработки одновременно цилиндрической поверхности и торцовой плоскости,подрезные резцы - для обработки торцевых поверхностей с поперечной подачей, отрезные резцы - для отрезки готовой детали от заготовки, канавочные (прорезные) резцы - для образования канавок, резьбовые резцы - для нарезания резьбы, фасонные резцы - для обработки фасонных поверхностей (поверхностей вращения сложной формы), расточные резцы - для обработки отверстий.
По направлению подачи различают: левые (подача слева направо); правые (подача справа налево).
По расположению головки резца относительно стержня различают: прямые, отогнутые, оттянутые.
По конструкции рабочей части различают: цельные (головка и стержень резца из одного и того же материала), составные (сменными, например, механически закрепленными пластинками), сборные.

Рисунок 1.3. Обрабатываемые поверхности соответствующими типами резцов
По характеру обработки: черновые, чистовые и для тонкого точения. По сечению стержня: прямоугольные, квадратные и круглые. По материалу рабочей части: из инструментальных сталей, из твёрдого сплава, из керамических материалов, из алмазов, из сверхтвёрдых синтетических материалов.
Чтобы резец мог выполнять работу резания, его режущей части необходимо придать форму клина, затачивая её по передней и задней поверхностям. Форма клина определяется конфигурацией и расположением поверхностей и режущих кромок, т. е. с помощью углов (рисунок 1.4, 1.5).



Рисунок 1.4. Схемы обработки точением:
а- проходным прямым резцом; б - отрезным резцом; в - расточным резцом для сквозных отверстий. D – обрабатываемая поверхность; d – обработанная поверхность; φ 1 – вспомогательный угол в плане; φ – главный угол в плане; Dr – скорости главного движения; Ds – движения подачи; b 1 – ширина резания.
Для определения углов резца применяются следующие координатные плоскости: основная, плоскость резания, рабочая плоскость.
Основная плоскость – плоскость, проведённая, через рассматриваемую точку режущей кромки, перпендикулярную направлению скорости главного движения (на рисунке 1.5 показан след этой плоскости). У токарных резцов с призматической державкой за основную плоскость может быть принята нижняя (опорная) поверхность державки резца 3 (рисунок 1.5).

Рисунок 1.5. Поверхности заготовки и углы токарного проходного резца:
1 – след главной секущей плоскости; 2 – след вспомогательной секущей плоскости; 3 – основная плоскость; 4 – обрабатываемая поверхность; 5 – поверхность резания; 6 – обработанная поверхность; 7 – плоскость резания.
Плоскость резания – плоскость касательная к режущей кромке в рассматриваемой точке и перпендикулярная основной плоскости. При установке токарного резца по линии центров станка и отсутствии подачи плоскость резания расположена вертикально. На рисунке 1.5 показан след этой плоскости 7.
Рабочая плоскость
Главная секущая плоскость
α + β + γ = 90˚ ; (1.1)
δ = α + β ; (1.2)
δ = 90˚ - γ . (1.3)
При отрицательном значении переднего угла (-γ) угол резания (δ) определяется из зависимости:
δ = 90˚ + γ. (1.4)
Рабочая плоскость – плоскость, в которой расположены векторы скоростей главного движения (V) и движение подачи (Vs).
Главная секущая плоскость 1 (сечение Б-Б, рисунок 1.5) – плоскость перпендикулярная линии пересечения основной плоскости и плоскости резания и делящая главную режущую кромку на две части, перпендикулярную проекции главной режущей кромке на основную плоскость основания резца.
В главной секущей плоскости располагаются следующие углы: главный задний угол α; угол заострения между передней и главной задней поверхностями резца β; угол резания δ образуется передней поверхностью и плоскостью резания; главный передний угол γ – угол между передней поверхностью резца и основной плоскостью, имеет положительное значение (+ γ), если передняя поверхность направлена вниз от режущей кромки; имеет отрицательное значение (- γ), если передняя поверхность направлена вверх от неё; угол равен нулю (γ=0), если передняя поверхность параллельна основной плоскости. Как видно из рисунка 1.5, между углами резца существуют следующие зависимости:
Вспомогательная секущая плоскость 2 (сечение А-А, рисунок 1.5)- проводится перпендикулярно проекции вспомогательной режущей кромки на основную плоскость и перпендикулярно основной плоскости.
Обычно измеряется только один вспомогательный задний угол (α 1). Иногда измеряют вспомогательный передний угол (γ 1).
Углы в плане резца измеряют в основной плоскости (рисунок 1.5).
Главный угол в плане (φ) – угол в основной плоскости между плоскостью резания и рабочей плоскостью (угол между проекцией главной режущей кромки лезвия резца на основную плоскость и направлением движения - продольной подачи).
Вспомогательный угол в плане φ 1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением,(обратным) движению подачи.
Угол при вершине резца в плане ε – угол между проекциями главной и вспомогательной режущих кромок на основную плоскость.
Угол наклона главной режущей кромки λ относительно основной плоскости считается положительным (+λ) рисунок 6, b, когда вершина резца является низшей точкой главной режущей кромки; равной нулю (λ = 0) рисунок 1.6, a когда главная режущая кромка параллельна основной плоскости; отрицательным (-λ) рисунок 1.6, c, когда вершина резца является высшей точкой главной режущей кромки.

Рисунок 1.6. Влияние угла наклона главной режущей кромки на направление схода стружки
Пример характеристики резцов : резец токарный проходной отогнутый с углом φ = 45˚, правый, оснащенный пластикой твердого сплава Т15К6, с заточкой передней поверхности по форме 1 (плоская), с положительным передним углом (γ), толщина пластинки 5 мм, угол врезки пластинки в державку 0˚, материал державки cталь 45 ГОСТ 1050-84, размеры поперечного сечения державки В x Н =16 x 25 мм, длина резца – L. Условное обозначение резца: 2102-0055, Т15К6-1 ГОСТ 18868-83.
Измерение и контроль величин углов производят угломерами различных конструкций, шаблонами и угловыми призмами. Угломер конструкции МИЗ (рисунок 1.7) позволяет измерять углы γ, α, α1 , γ1 и λ, который состоит из основания 1 и стойки 2. По стойке вверх и вниз может передвигаться сектор 4 с градусной шкалой. На секторе укреплена поворотная пластина 5 с указателем и измерительными поверхностями Б и В. Положение ее фиксируется винтом 6.

Рисунок 1.7. Настольный угломер МИЗ
При измерении переднего угла γ и главного заднего угла α шкальное устройство (рисунок 1.8, а) прибора устанавливается перпендикулярно главной режущей кромке, при измерении угла α 1 – перпендикулярно вспомогательной режущей кромке.
При контроле переднего угла γ поверхность А измерительной линейки угломера (см. рисунок 1.8, а) должна плотно прилегать к передней поверхности резца. При этом указатель измерительной линейки, отклоняясь плавно от нуля шкального устройства, будет показывать положительное значение угла γ.
В случае измерения углов α и α 1 поверхность Б измерительной линейки доводится до полного контакта соответственно с главной или вспомогательной задними поверхностями резца (рисунок 1.8, б). Отсчет значений углов α и α 1 производится влево от нуля.

Рисунок 1.8. Настольный угломер конструкции МИЗ для измерения углов γ, γ 1, α, α 1 и λ
При измерении угла λ шкальное устройство угломера устанавливается вдоль главной режущей кромки, при этом поверхность А измерительной линейки должна плотно прилегать к главной режущей кромке.
Универсальный угломер конструкции Семенова (рисунок 1.9) состоит из сектора 1, на котором нанесена основная градусная шкала. По сектору перемещается пластина 2 с нониусом, на которой с помощью державки 3 закрепляется угольник 4 либо лекальная линейка. Последняя в случае необходимости может быть закреплена на угольнике с помощью дополнительной державки 3. Путем различных перестановок угольника и лекальной линейки достигается измерение углов γ, α, β, α 1 , φ, φ 1 , ε и λ. На рисунке 9 представлены схемы измерения углов γ, φ и φ 1 . При измерении углов γ, α, β и α 1 сектор 1 должен быть расположен перпендикулярно соответствующим режущим кромкам

Рисунок 1.9. Универсальный угломер конструкции Семенова
Необходимо вычертить схемы обработки заготовки каждым изученным резцом. На схеме указать обработанную и обрабатываемую поверхности резания, главную режущую кромку, главную переднюю и главную заднюю поверхности. Под вспомогательной режущей кромкой понимается линия пересечения вспомогательной плоскости с передней поверхности резца, указать cтрелкой направление главного движения (заготовки) и направление движения подачи (резца). Примером такой обработки могут служить схемы, приведенные на рисунке 1.4.
Измерить основные габаритные размеры резцов (длину резца L, длину его головки l, длину державки l 2 , сечение державки B x H, высоту головки h 1.
Габаритные размеры резцов измеряют штангенциркулем или металлической линейкой. В данной работе допустимая точность измерений линейных размеров резца + -1 мм.
Измерить углы лезвия резцов, используя угломеры универсальный МИЗ, настольный ЛИТ, конусный УН, УМ и др., а также выполнить контуры углов с помощью шаблонов (по указанию преподавателя). Углы лезвий резцов α, γ, β, δ измерить с точностью + - 1˚; φ, ε, φ1 - с точностью +-2˚, α1 и φ1 у отрезных резцов с точностью + - 10.
Обработать экспериментальные данные и результаты вписать в таблицу 1.1 результатов измерений (см. приложение 1-3).
Составить отчет о выполненной работе.
В отчет необходимо включить: следующие элементы цель работы; теоретическую часть; практическую или экспериментальную часть; обработку результатов и выводы.
К отчету прикладываются (в качестве приложения) эскизы (чертежи) резцов с пластинками твердого сплава:(проходного, расточного и отрезного) со спецификациями.
В тексте теоретической части должны быть изображены схемы обработки изучаемыми резцами, а также ссылки на эти рисунки, а сами рисунки снабдить подрисуночными надписями и расшифровкой всех обозначений, приведенных на рисунке. Инструмент на схеме показывают в положении, соответствующем окончанию обработки поверхности заготовки. Обработанную поверхность выделяют другим цветом или утолщенными линиями. На схеме обработки необходимо указывать характер движений резания: вращательные, возвратно-поступательные. Закрепление заготовки показывают условным знаком в соответствии с ГОСТ 3.107 – 83.
Необходимо представить эскизы трех изученных резцов в двух проекциях с необходимыми сечениями и габаритными размерами с цифровым обозначением всех углов лезвия в соответствии с таблицей замеров,(пример см. в приложении 4).
В выводах отметить, соответствуют (или не соответствуют) измеренные параметры резцов стандартным или рекомендуемым нормам машиностроения, влияние углов резца на процесс резания. Рекомендованные значения углов лезвия приводятся согласно приложениям 1 – 3.
Таблица 1.1 - Таблица результатов измерений
Влияние режимов резания и геометрических параметров токарных резцов на шероховатость обработанной поверхности при точении.
Оборудование и инструмент для проведения эксперимента
1. Станок токарно-винторезный 16В20, 16В20Г, 1А62.
2 .Резец проходные с пластинкой твердого сплава Т15К6 с углами φ 1 =0°,15°,30°.
3 .Заготовка – сталь 45 ГОСТ 1050-84; диаметром 25÷50мм, l =120мм.
4 .Профилометр-профилограф SJ-201P «Mitutoyo» (допускается другая модель прибора), образцы шероховатости токарной обработки.
5 .Эталоны шероховатости поверхности.
6 .Штангенциркуль.
7 .Микрометр 25÷50.
При механической обработке режущий инструмент (резец, фреза, абразивный крут и т.д.) оставляют на обработанной поверхности детали микроскопические неровности - шероховатости, видимые или невидимые невооруженным глазом.
По существу шероховатость поверхности - это микроскопические неровности, обусловленные тем, что не существует идеальной поверхности заготовки и инструмента, как это можно представить по чертежу. С другой стороны, физическая неоднородность материала заготовки и инструмента обуславливает неравномерность процесса резания (силы резаний пульсируют, что вызывает вибрации инструмента и заготовки), наличие трения при резания сопровождается микросхватыванием.
Отмеченные и другие факторы определяют формирование на обработанной поверхности микронеровностей - шероховатостей.
Шероховатость поверхности - совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины - как другие термины, регламентируется ГОСТ 2789-73.
На рисунке 1.10 представлено нормальное сечение (сечение, перпендикулярное базовой поверхности) профиля в виде схемы. На этом рисунке линия m называется средней линией профиля - это базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины l среднее квадратичное отклонение профиля до этой линии минимально.

Рисунок 1.10. Параметры, характеризующие шероховатость поверхности по
ГОСТ 2789-73
В свою очередь, базовая длина l есть длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности. Предпочтительным параметром, оценивающим, шероховатость поверхности является показатель - R a - среднее арифметическое отклонение профиля – среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
 ,
,
где: l – базовая длина; n – число точек профиля на базовой длине;
y i – отклонение профиля – расстояние между любой точкой профиля и средней линией (см. Рисунок 1)
Кроме того, шероховатость поверхности характеризуется наибольшей высотой профиля R max – расстоянием между линией выступов профиля и линией впадин профиля в пределах базовой длины; показателем R Z - высотой неровностей профиля по десяти точкам (сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины).
Измерение значений шероховатости поверхности R а производится высокочувствительным электронным прибором - профилометром SJ-201P «Mitutoyo». При этом базовая длина представляет собой прямую линию.
Действие прибора основано на ощупывании алмазной иглой датчика профилометра исследуемой поверхности и преобразовании колебаний иглы в изменения напряжения при помощи механотрона.
Полученные электрические сигналы усиливаются, детектируются, интегрируются электронным блоком прибора, и результаты измерений подаются на ЖКИ экране.
Для полуколичественной визуальной оценки шероховатости поверхности могут использоваться эталоны, то есть металлические поверхности - образцы с заранее определенной шероховатостью.
В зависимости от служебного назначения изделия его поверхность должна иметь определенную шероховатость.
Под термином режимы резания понимается совокупность числовых значений глубины резания, подачи, скорости резания, геометрических параметров и стойкости режущей части инструментов, а также силы резания, мощности и других параметров рабочего процесса резания, от которых зависят его технико-экономические показатели.
Свойства металлов (твердость и др.), способы обработки, технологические режимы обработки (величина подачи S, скорость резания V и глубина резания t), геометрия режущего инструмента, использование смазки, наличие вибраций в системе СПИД (станок - приспособление - инструмент - деталь) определяют уровень шероховатости обработанной поверхности, значение показателя R а.
На рисунке 1.11 схематически даны примеры влияния величины вспомогательного угла в плане φ I токарного проходного резца (а) и величины подачи S (б) на формирование микронеровностей обработанной поверхности.
. 
Рисунок 1.11. Влияние величины вспомогательного угла в плане φ I токарного проходного резца (а) и величины подачи (б) на формирование шероховатости обработанной поверхности при точении
В лабораторной работе изучают влияние подачи S и вспомогательного угла в плане φ 1 на шероховатость обработанной поверхности R а, мкм.
Подача S – это величина перемещения инструмента (резца) относительно заготовки в направлении подачи. При точении подача S, мм/об определяется величиной перемещения резца за один оборот заготовки.
Скорость резания V, м/мин – это величина перемещения поверхности резания относительно режущей кромки в единицу времени.
На токарном станке меняется частота вращения заготовки n, об/мин а скорость резания определяется по формуле:
 , (м/мин)
, (м/мин)
где D – диаметр заготовки, мм.
Глубина резания t определяет толщину срезаемого слоя за один проход резца. При точении цилиндрической поверхности глубину резания определяют полуразностью диаметров до и после обработки: t = (D – d)/2, мм.
Для оценки влияния режимов резания и геометрических параметров токарных резцов использовался станок мод.16В20 или 1А62 и проходные прямые резцы с углом φ 1 =0°, φ 1 =15° и φ =30°.Схема обработки приведена на схеме рисунке 1.12.

Рисунок 1.12. Схема эксперимента
Эксперимент проводится на следующих режимах обработки:V=60-90м/мин, S пр =0,08-0,14мм/об, t =0,5÷2мм.На постоянных режимах обработки используется резец с углом φ 1 = 0°, φ= 15 0 , φ 1 =30°.
Результаты заносятся в таблицу 1.2
Таблица 1.2- Влияние величины подачи и вспомогательного угла в плане, на шероховатость обработанной поверхности
По полученным значениям шероховатости поверхности после обработки построить график зависимости изменения шероховатости обработанной поверхности при изменении величины продольной подачи и вспомогательного угла в плане φ 1 .
Лабораторная работа принимается преподавателем после собеседования по отчету и выявления знаний студента. Без сдачи зачета по выполненной ранее работе студент не допускается выполнением к следующей лабораторной работы.
Контрольные вопросы
1. Какие бывают резцы по направлению подачи и как их называют по этому признаку?
2. Из каких двух частей состоит резец и какие элементы имеет головка токарного резца?
3. Какую форму имеет режущая часть инструмента при отрезке?
4. Какие главные углы резания резца вы знаете?
| Стр. |
||
| Предисловие ………………………………………………………………... | ||
| 1 | Лабораторная работа № 1. Определение геометрических параметров режущей части резцов ……………………………………………………... | |
| 2 | Лабораторная работа № 2. Определение сил резания при точении ……. | 15 |
| 3 | Лабораторная работа № 3. Определение температуры при резании металлов ……………………………………………………………………. | |
| 4 | Лабораторная работа № 4. Определение деформации стружки при резании металлов …………………………………………………………... | |
| Приложения ………………………………………………………………... | 46 |
|
| Литература …………………………………………………………………. | 55 |
|
ПРЕДИСЛОВИЕ
Настоящее руководство предназначено для лабораторных занятий студентов, обучающихся по специальности «Технология машиностроения» по курсу «Резание металлов».
Лабораторные работы должны способствовать закреплению теоретических знаний, полученных во время изучения курса, и развитию у студентов навыков самостоятельной работы.
Выполнение лабораторных работ позволит студентам изучить оборудование, инструменты, измерительные приборы. Составление отчетов по лабораторным работам научит студентов обобщать опытные данные, проводить графоаналитическую обработку и анализировать результаты.
Все работы составлены по единому плану: цель, краткие теоретические сведения, порядок выполнения работы, указания по составлению отчета и контрольные вопросы. По каждой работе студент сдает зачет, руководствуясь приведенными контрольными вопросами.
Сборник составлен Буровой Н.М. и Логуновой Э.Р. и является дополненным и переработанным изданием сборника лабораторных работ по курсу «Технология конструкционных материалов» Буровой Н.М. 1985г.
^ ЛАБОРАТОРНАЯ РАБОТА №1
ОПРЕДЕЛЕНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ
Цель работы : Практическое ознакомление с основными типами резцов, конструкцией и геометрией режущих элементов, средствами и техникой измерения отдельных конструктивных и геометрических параметров.
^ Изучение основных типов резцов
Резцы классифицируют по следующим признакам:
По виду оборудования: токарные, строгальные, долбежные (рисунок 1).
По выполняемым переходам: проходные, подрезные, упорно-подрезные, отрезные, резьбовые, расточные, фасочные, фасонные (см. рисунок 1).
По способу изготовления: цельные, с приваренной головкой, с приваренной или припаянной пластинкой, с механическим креплением режущей пластинки (рисунок 2, а).
По форме рабочей части: прямые, отогнутые, изогнутые, оттянутые (рисунок 2, б).
По направлению подачи: правые и левые (рисунок 3).
^ Конструктивные и геометрические параметры
резцов
Резец (рисунок 4) состоит из рабочей части 1 и крепежной части (стержня или тела резца) 2.
Рабочая часть резца образуется специальной заточкой и ограничена тремя поверхностями (см. рисунок 4):
передней 3, по которой в процессе резания сходит стружка;
главной задней 4, обращенной к поверхности резания и
вспомогательной задней 5, обращенной к обработанной поверхности детали. Режущие кромки, производящие резание, получаются в результате пересечения трех плоскостей. Главная режущая кромка 8 образуется пересечением передней и главной задней поверхностей, а вспомогательная режущая кромка 7 – пересечением передней и вспомогательной задней поверхностей. Место пересечения главной и вспомогательной режущих кромок называется вершиной резца 6.


Рисунок 3. Правые и левые резцы
Рисунок 4. Элементы резца
Углы резца
Исходной базой для измерения углов являются:
основная плоскость – плоскость, параллельная направлениям продольной и поперечной подач,
плоскость резания – плоскость, касательная к поверхности резания и проходящая через главную режущую кромку (рисунок 5, а), а так же
главная секущая плоскость – плоскость перпендикулярная проекции главной режущей плоскости на основную плоскость.
^ Главные углы
Главные углы резца измеряются в главной секущей плоскости N – N , проведенной перпендикулярно к проекции главной режущей кромки на основную плоскость (рисунок 5, б).
^ Главный передний угол γ
Главный задний угол α – угол между задней поверхностью лезвия к плоскостью резания.
Угол резания δ – угол между передней поверхностью лезвия и плоскостью резания.
Угол заострения β – угол между передней и задней поверхностями лезвия.
Между углами существуют следующие зависимости:

При отрицательных значениях угла γ угол резания δ > 90°.
^ Вспомогательные углы
Вспомогательные углы резца измеряются во вспомогательной плоскости N 1 – N 1 проведенной перпендикулярно вспомогательной режущей кромке на основную плоскость (см. рисунок 5, б).
^ Вспомогательный угол γ 1 – угол между передней поверхностью лезвия и плоскостью, параллельной основной.
Вспомогательный угол α 1 – угол между вспомогательной задней поверхностью лезвия и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости.

Рисунок 5. Геометрия резца: а) схема обработки детали; б) углы резца.
^ Углы в плане
Углы в плане измеряются в основной плоскости.
Главный угол в плане φ (см. рисунок 5, б) образован проекцией главной режущей кромки на основную плоскость и направлением подачи.
^ Вспомогательный угол в плане φ 1 образован проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
Угол при вершине резца ε образован проекциями главной и вспомогательной режущих кромок на основную плоскость.
Сумма этих углов в плане равна 180°.
^ Угол наклона главной режущей кромки
Угол наклона главной режущей кромки λ (см. рисунок 5 вид А) измеряется в плоскости резания. Это угол между режущей кромкой и горизонталью, проведенной через вершину резца.
Угол λ считается отрицательным, когда вершина резца является наивысшей точкой режущей кромки; равным нулю – при главной режущей кромке, параллельной основной плоскости, и положительным, когда вершина резца является наивысшей точкой режущей кромки.
^ Изучение методов контроля геометрических параметров резцов
Сечение тела резца B x Н (см. рисунок 4) измеряется штангенциркулем, а геометрические параметры – универсальным и настольным угломерами.
Универсальными угломерами измеряются углы в плане: главный φ и вспомогательный φ 1 . На рисунке 6 показано измерение угла универсальным угломером.
Универсальный настольный угломер (рисунок 7) применяется для измерения углов резца – переднего γ, заднего главного α и вспомогательного α 1 , главного в плане φ и вспомогательного в плане φ 1 и наклона главной режущей кромки λ.
Угломер состоит из основания 1 и стойки 2, по которой перемещается устройство, состоящее из блока 3, трех шкал с измерительными линейками 4. Это устройство перемещается на стойке по шпоночному пазу, поворачивается вокруг стойки и закрепляется в любом положении по высоте фиксатором 6. Измерительные ножи шкал имеют винты, позволяющие фиксировать требуемое их положение по отношению к измеряемой поверхности. Основание угломера снабжено линейкой 5, служащей для правильной установки резца при измерении углов φ и φ 1 .

Рисунок 6. Измерение главного угла в плане φ универсальным угломером.
Для измерения переднего угла γ используется измерительная линейка 4 (рисунок 7, б).
Линейка настраивается "на глаз" перпендикулярно главной режущей кромке до соприкосновения с передней поверхностью резца. При этом указатель измерительной линейки, отклоняясь влево от нуля, показывает положительное значение угла γ. При отрицательном значении γ отсчет угла производится вправо от нуля. Измерение заднего угла α производится аналогично переднему. В этом случае измерительная линейка доводится до полного контакта с главной задней поверхностью. Отсчет значения угла α производится вправо от нуля.
Для измерения главного и вспомогательного углов в плане φ и φ 1 используется измерительная линейка 4 (рисунок 7, б). Резец устанавливается на основании 1 до соприкосновения с направляющей линейкой 5, а шкальное устройство поворачивается на стойке 2 в требуемое положение до соприкосновения измерительной линейки в первом случае с главной, во втором – со вспомогательной режущей кромкой. Отсчет значения угла φ производится влево от нуля, а φ 1 – вправо от нуля.
Для измерения угла наклона главной режущей кромки применяется измерительная линейка 4 (рисунок 7, а). Шкала поворачивается на стойке 2 в требуемое положение до соприкосновения с вершиной резца. При этом положение главной режущей кромки устанавливается параллельно измерительной плоскости линейки. При повороте измерительной линейки до соприкосновения с главной режущей кромкой указатель фиксирует значение угла наклона λ. При отсчете угла λ вправо от нуля получают его отрицательные значения, а влево от нуля – положительные.

Рисунок 7. Универсальный настольный угломер для углов призматических резцов: а) измерение угла λ; б) измерение углов γ и α; в) измерение углов φ и φ 1 .
^ Указания по выполнение работы
1 Ознакомиться с основными типами резцов, их конструктивными и геометрическими параметрами.
2 Выполнить эскизы заданного резца со всеми необходимыми сечениями.
3 Ознакомится со способами измерения геометрических параметров резца и провести эти измерения у заданного измерения.
4 Вычертить схему обработки для заданного резца.
Все данные занести в отчет.
^ Форма отчета
Данные резца
Результаты измерений углов резца, град.
Эскиз заданного резца с указанием положения секущих плоскостей, конфигураций сечений в этих плоскостях и геометрических параметров.
Схема обработки заданным резцом с указанием векторов скорости υ и подачи S.
Контрольные вопросы:
Классификация резцов.
Элементы резцов.
Углы резца в статике: главные, вспомогательные, в плане, наклона главной режущей кромки.
Методы контроля геометрических параметров.
Схемы обработки различными токарными резцами.
^ ЛАБОРАТОРНАЯ РАБОТА № 2
ОПРЕДЕЛЕНИЕ СИЛ РЕЗАНИЯ ПРИ ТОЧЕНИИ
Цель работы : ознакомление с устройством и работой динамометра ДК – 1 и установление влияния режимов резания на величину составляющих сил резания при продольном точении.
^ Силы резания при точении
При точении на резец действует сила резания Р, представляющая собой равнодействующую сил, действующих на режущий инструмент, направление действия силы Р зависит от конкретных условий работы.
Для удобства рассмотрения действия этой силы и использования в расчетах ее принято раскладывать на три составляющие (рисунок 1).

Рисунок 1. Силы резания при точении.
Сила Р Z – главная составляющая силы резания (касательная составляющая силы резания), совпадающая по направленно со скоростью главного движения резания в вершине лезвия.
Сила Р Y – радиальная составляющая силы резания, направленная по радиусу главного вращательного движения резания в вершине резания.
Сила P X – осевая составляющая силы резания, параллельная оси главного вращательного движения резания.
Величины перечисленных составляющих силы резания необходимо знать при определении мощности электродвигателя станка, расчете и проверке механизмов коробки скоростей и коробки подач, расчете режущего инструмента, при определении жесткости узлов станка и приспособлений, анализе условий вибрации.
В некоторых случаях при назначении режимов резания проверяют прочность и жесткость детали.
Величины составляющих силы резания, в зависимости от глубины резания t (в мм) и подачи S (мм/об), можно определить по эмпирическим формулам:
, Н
, Н (1)
где C P – коэффициенты, зависящие от физико-механических свойств материала заготовки и условий обработки;
X P и Y P – показатели степеней;
K P – поправочные коэффициенты, зависящие от конкретных условий обработки.
Так как методика исследования всех трех зависимостей (1) одна и та же, то целесообразно ограничиться изучением влияния элементов режимов резания на величину только главной составляющей сил резания Р Z , а остальные составляющие вычислить по ориентировочным соотношениям:
 (2)
(2)

Эти соотношения получены при обработке стали 45 без охлаждения для резцов с передним углом γ = 15°, главным углом в плане φ = 45°, углом наклона главной режущей кромки λ = 0.
Равнодействующая сил резания Р определяется как диагональ параллелепипеда, построенного на составляющих силах:
 (3)
(3)
В данной работе измерение Р Z производится динамометром ДК – 1 (рисунок 2).
^ Работа динамометра
Динамометр ДК – 1 (см. рисунок 2) устанавливается на верхних салазках суппорта токарного станка вместо резцедержателя и закрепляется болтом, пропущенным через отверстие А.
Резец закрепляется в державке 2, которая соединена с корпусом 1 динамометра при помощи двух упругих (торсионных) брусков квадратного сечения 3. Под действием силы Р Z резец слегка отжимается вниз, скручивая торсионные бруски. При этом конец длинной планки 4, приваренной к державке 2, поднимается, нажимая стержнем 5 на ножку индикатора 6.
Перемещение ножки индикатора пропорционально деформации торсионных брусков 3 и, следовательно, касательной составляющей сил резания Р Z . Цена деления индикатора определяется предварительным тарированием.
Для устранения влияния неизбежных колебаний планки 4 на ножку индикатора предусмотрено простое демпфирующее устройство, включающее в себя насаженный на стержень 5 поршень 7 с двумя малыми отверстиями. Поршень помещен в цилиндре, заполненном вязким маслом.

Рисунок 2. Динамометр ДК – 1:
1 – корпус динамометра; 2 – державка; 3 – торсионный брусок; 4 – планка; 5 – стержень; 6 – индикатор; 7 – поршень.
К основным режущим инструментам, используемым при , относится резец, геометрические параметры которого определяют его технические возможности, точность и эффективность обработки. Разбираться в таких параметрах должен любой специалист, решивший посвятить себя токарному делу, поскольку правильный выбор углов резца увеличивает как продолжительность эксплуатации инструмента, так и производительность обработки.
Параметры токарных резцов
Любой токарный резец образуют державка, необходимая для фиксации инструмента в держателе , и рабочая головка, обеспечивающая резание металла. Для рассмотрения геометрических параметров токарного резца за образец лучше взять проходной инструмент.
На режущей части токарного резца данного типа выделяют три поверхности:
- переднюю (по ней в ходе обработки заготовки осуществляется сход металлической стружки);
- задние – главную и вспомогательную (обе повернуты своей лицевой частью к обрабатываемой детали).
Кромка инструмента, называемая режущей (и непосредственно участвующая в обработке), образована пересечением его передней и главной задней поверхностей. В геометрии токарного резца выделяют и вспомогательную режущую кромку. Она, соответственно, образована пересечением передней поверхности со вспомогательной задней.
Точку, в которой пересекаются главная и вспомогательная режущие кромки, принято называть вершиной резца. Последняя при резании металла испытывает колоссальные нагрузки, приводящие к ее поломке. Чтобы повысить стойкость вершины резца, ее в процессе заточки не заостряют, а немного скругляют. Это требует введения такого параметра, как радиус при вершине. Есть и еще один способ увеличения стойкости вершины токарного резца – формирование переходной режущей кромки, имеющей прямолинейную форму.
Важнейшими геометрическими параметрами резцов для токарной обработки являются их углы, которые определяют взаимное расположение поверхностей инструмента. Параметры углов варьируются в зависимости от разновидности токарного резца и от ряда других факторов:
- материала изготовления инструмента;
- условий его работы;
- характеристик материала, который предстоит обрабатывать.
Углы резцов для токарной обработки
Чтобы правильно определять углы токарного инструмента, их точные величины, их рассматривают в так называемых исходных плоскостях.

- Основная плоскость параллельна направлениям подач токарного резца (продольной и поперечной) и совпадает с его опорной поверхностью.
- Плоскость резания включает главную режущую кромку и проходит по касательной по отношению к поверхности обработки. Эта плоскость перпендикулярна к основной.
- Главная секущая плоскость пересекает главную режущую кромку и располагается перпендикулярно по отношению к проекции, которую данная кромка откладывает на основную плоскость. Есть еще и вспомогательная плоскость секущего типа, которая, соответственно, перпендикулярна проекции, откладываемой на основную плоскость вспомогательной режущей кромкой.
Как уже говорилось выше, измеряются именно в данных плоскостях и те из них, которые измеряют в плоскости, называемой главной секущей, обозначают как главные. Это, в частности, главный передний, главный задний углы, а также углы заострения и резания.

Одним из важнейших считается главный задний угол токарного резца, который минимизирует трение, возникающее при взаимодействии задней поверхности инструмента с деталью, которую в данный момент обрабатывают (а значит, уменьшает нагрев резца и продлевает срок его службы). Образуется этот угол поверхностью резца (главной задней) и плоскостью резания. Выбирая данный угол при заточке инструмента, учитывают тип обработки и материал заготовки. При этом следует знать, что сильное увеличение размера заднего угла приводит к быстрому выходу токарного резца из строя.
Прочность и стойкость режущего инструмента, усилия, возникающие в ходе обработки, определяются параметрами переднего угла. Он находится между передней поверхностью токарного резца и плоскостью, в которой расположена главная режущая кромка (эта плоскость перпендикулярна плоскости резания). При заточке токарного резца, учитывают ряд факторов, влияющих на величину данного угла:
- материал заготовки и самого инструмента;
- форму передней поверхности;
- условия, в которых резец будет использоваться.

Увеличение значения переднего угла, с одной стороны, позволяет улучшить чистоту обработки, а с другой – провоцирует снижение прочности и стойкости токарного резца. Такой угол, получаемый в результате заточки, может иметь положительное и отрицательное значение.
Токарные резцы с передними углами, которые имеют отрицательные значения, отличаются высокой прочностью, но выполнять обработку такими инструментами затруднительно. Обычно заточку с передним углом, который имеет положительное значение, используют, когда предстоит обработка заготовки из вязкого материала, а также когда материал изготовления инструмента отличается высокой прочностью.
Резцы с передними углами, имеющими отрицательное значение, применяют при обработке материалов с высокой твердостью и прочностью, при выполнении прерывистого резания, когда материал изготовления инструмента не обладает достаточной прочностью на изгиб и плохо воспринимает ударные нагрузки.
Параметрами, характеризующими геометрию резца для токарной обработки, также являются углы резания и заострения. Угол резания, величина которого может варьироваться в пределах 60–100 0 , находится между поверхностью инструмента, называемой передней, и плоскостью резания.
Величина данного угла напрямую зависит от твердости, которой обладает обрабатываемый металл: чем она выше, тем больше его значение. Угол заострения полностью соответствует своему названию, он измеряется между главной передней и главной задней поверхностями инструмента и характеризует степень заострения его вершины.
Характеризуют токарный резец и углы в плане. Это главный, измеряемый между направлением продольной подачи и проекцией, которую откладывает главная режущая кромка на основную плоскость, и вспомогательный, образуемый проекцией вспомогательной режущей кромки на основную плоскость и направлением продольной подачи.

При заточке указанные углы выбираются не произвольно, а в зависимости от типа токарной обработки и жесткости, которой обладает система «станок – инструмент – заготовка». Так, обработку большей части металлов можно проводить инструментами с главным углом в плане, равным 45 0 , но тонкие и длинные заготовки следует обрабатывать резцами, у которых величина этого угла находится в промежутке 60–90 0 . Это необходимо для того, чтобы исключить прогиб и дрожание детали.
Вспомогательный угол в плане одновременно коррелирует с чистотой обработки и со стойкостью резца. С его уменьшением возрастает чистота обработки и увеличивается стойкость инструмента.
Помимо рассмотренных выше в геометрии токарных резцов различают углы.
Министерство Высшего и Среднего Специального Образования Республики Узбекистан
Ташкентский Государственный Технический Университет
им. Абу Райхана Беруни
Механико-машиностроительный факультет
Кафедра «Технология машиностроения»
Отчёт по лабораторным работам
по курсу «Основы теории резания и инструменты»
Выполнил: ___________________
Студент гр. ___Валиев С.____
Принял: асс. Желтухин А.В.
Ташкент 2012 г.
| Лабораторная работа № 1. Классификация токарных резцов….. | ___ |
| Лабораторная работа № 2. Геометрические параметры токарного резца………………………………………………………………. | |
| Лабораторная работа № 3. Определение зависимости коэффициента усадки от режима резания…………………………………. | |
| Лабораторная работа № 4. Определение температуры резания методом естественной термопары при точении..…………………………. | |
| Лабораторная работа № 5. Определение зависимости износа токарного резца от времени его работы..………………………………….. | |
| Лабораторная работа № 6. Определение зависимости стойкости токарного резца от скорости резания и подачи..……………… | |
Цель работы: Изучить классификацию и виды токарных резцов.
Теоретическая часть
При работе на токарных станках применяют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, фасонный инструмент и др. Токарные резцы являются наиболее распространенным инструментом, они применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т. д.
Резец (англ. tool bit) - режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов.
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки.

Рис.1. Основные элементы токарного резца.
Рабочий элемент резца представляет собой острую кромку (клин), который врезается в слой материала и деформирует его, после чего сжатый элемент материала скалывается и сдвигается передней поверхностью резца (поверхностью схода стружки). При дальнейшем продвижении резца процесс скалывания повторяется и из отдельных элементов образуется стружка. Вид стружки зависит от подачи станка, скорости вращения заготовки, материала заготовки, относительного расположения резца и заготовки, использования СОЖ (смазочно-охлаждающие жидкости) и других причин. Элементы резца показаны на рисунке 1.
Токарный проходной резец состоит из следующих основных элементов:
Рабочая часть (головка);
Стержень (державка) - служит для закрепления резца на станке.
Рабочую часть резца образуют:
Передняя поверхность - поверхность, по которой сходит стружка в процессе резания.
Главная задняя поверхность - поверхность, обращенная к поверхности резания заготовки.
Вспомогательная задняя поверхность - поверхность, обращенная к обработанной поверхности заготовки.
Главная режущая кромка - линия пересечения передней и главной задней поверхностей.
Вспомогательная режущая кромка - линия пересечения передней и вспомогательной задней поверхностей.
Вершина резца - точка пересечения главной и вспомогательной режущих кромок.
Резцы классифицируются:
по виду обработки,
по направлению подачи,
по конструкции головки,
по роду материала рабочей части,
по сечению тела резца и другие.
По виду обработки различают резцы:
Проходной – для точения плоских торцовых поверхностей;
Расточные – для точения сквозных и глухих отверстий;
Отрезные – для разрезания заготовок на части и для протачивания кольцевых канавок;
Резьбовые наружные и внутренние – для нарезания резьб;
Галтельные – для точения закруглений;
Фасонные – для обтачивания фасонных поверхностей.
По направлению подачи (рис.2) резцы делятся на:
правые, работающие с подачей справа на лево;
левые, работающие с подачи слева направо.
Рис.2. Определение направления подачи.
А - левый, Б - правый.
По конструкции бывают:
Прямые - резцы, у которых ось головки резца является продолжением или параллельна оси державки.
Отогнутые - резцы, у которых ось головки резца наклонена вправо или влево от оси державки.
Изогнутые - резцы, у которых ось державки при виде сбоку изогнута.
Оттянутые - резцы, у которых рабочая часть (головка) уже державки.
Конструкции токарей- и конструкторов-новаторов (частные случаи) и прочие.
Конструкции Трутнева - с отрицательным передним углом γ, для обработки весьма твердых материалов.
Конструкции Меркулова - с повышенной стойкостью.
Конструкции Невеженко - с повышенной стойкостью.
Конструкции Шумилина - с радиусной заточкой на передней поверхности, применяются на высоких скоростях обработки.
Конструкции Лакура - с повышенной виброустойчивостью, которая достигается тем, что главная режущая кромка расположена в одной плоскости с нейтральной осью стержня резца.
Конструкции Борткевича - имеет криволинейную переднюю поверхность, что обеспечивает завивание стружки и фаску, упрочняющую режущую кромку. Предназначен для получистовой и чистовой обработки стальных деталей, а также для обточки и подрезки торцов.
Расточный резец Семинского - высокопроизводительный расточный резец.
Расточный резец «улитка» Павлова - высокопроизводительный расточный резец.
Резьбонарезной резец Бирюкова.
По сечению стержня бывают:
прямоугольные.
квадратные.
круглые.
По способу изготовления бывают:
цельные - это резцы, у которых головка и державка изготовлены из одного материала.
составные - режущая часть резца выполняется в виде пластины, которая определённым образом крепится к державке из конструкционной углеродистой стали. Пластинки из твердого сплава и рапида припаиваются или крепятся механически.
По характеру обработки бывают:
обдирочные (черновые).
чистовые. Чистовые резцы отличаются от черновых увеличенным радиусом закругления вершины, благодаря чему шероховатость обработанной поверхности уменьшается.
резцы для тонкого точения.
По виду обработки
По применяемости на станках резцы разделяются на:
токарные
строгальные
долбежные
Выводы:
Цель работы: Изучить геометрические параметры токарных резцов.
Теоретическая часть
Из всех видов токарных резцов наиболее распространенными являются проходные резцы. Они предназначены для точения наружных поверхностей, подрезки торцов, уступов и т.д.

Рис. 1. Основные типы токарных резцов: а – проходной прямой;
б – проходной отогнутый; в – проходной упорный; г – отрезной
Проходные прямые резцы предназначены для обработки наружных поверхностей с продольной подачей (рис. 1, а).
Проходной отогнутый резец наряду с обтачиванием с продольной подачей может применяться для подрезания торцев с поперечной подачей (рис. 1, б).
Проходной упорный резец применяется для наружного обтачивания с подрезкой уступа под углом 90° к оси (рис. 1, в).
Отрезной резец предназначен для отрезания частей заготовок и протачивания кольцевых канавок (рис. 1, г).
Для определения углов резца установлены понятия: плоскость резания и основная плоскость. Плоскостью резания называют плоскость, касательную к поверхности резания и проходящую через главную режущую кромку резца.
Основной плоскостью называют плоскость, параллельную направлению продольной и поперечной подач; она совпадает с нижней опорной поверхностью резца.
Главные углы (рис.2.) измеряются в главной секущей плоскости.

Рис.2. Главная секущая плоскость. [ 1 ]
Главные углы измеряются в главной секущей плоскости.
Сумма углов α+β+γ=90°.
Главный задний угол α - угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
Угол заострения β - угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
Главный передний угол γ - угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
Угол резания δ=α+β.
Вспомогательный задний угол α 1 - угол между вспомогательной задней поверхностью резца и плоскостью, проходящей через его вспомогательную режущую кромку перпендикулярно основной плоскости.
Вспомогательный передний угол γ 1 - угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через вспомогательную режущую кромку
Вспомогательный угол заострения β 1 - угол между передней и вспомогательной задней плоскостью резца.
Вспомогательный угол резания δ 1 =α 1 +β 1 .
Методика измерения углов
Углы резца измеряют с помощью универсального настольного угломера, состоящего из основания, в котором закреплена вертикальная стойка с измерительным устройством. При настройке угломера измерительное устройство перемещают по вертикальной стойке и в нужном положении фиксируют стопорным винтом.
Для измерения главного переднего угла g планку угольника b поворачивают до соприкосновения с передней поверхностью резца. При этом риска на указателе покажет значение угла (рис. 3).
При измерении главного заднего угла a пользуются вертикальной планкой угольника a, которой касаются главной задней поверхности резца.
Необходимо помнить, что главные углы резца a и g измеряют в плоскости нормальной к проекции главной режущей кромки на основную плоскость. Полученные значения заносят в таблицу 1.

Рис. 3. Схема измерения углов в главной секущей плоскости.
Перед измерением углов в плане j и j 1 измерительное устройство поворачивают на 180° и снова фиксируют (рис. 4). При измерении главного угла в плане j резец прижимают к упору стола, а поворотную планку разворачивают до соприкосновения с главной режущей кромкой. Тогда указатель покажет значение угла j .
Аналогично измеряют вспомогательный угол в плане j 1 , только в этом случае поворотную планку разворачивают до соприкосновения со вспомогательной режущей кромкой.

Рис. 4. Схема измерения углов в основной плоскости.
Для определения величины угла 1 , регулируя положение измерительного устройства по высоте, горизонтальную планку приводят в соприкосновение с главной режущей кромкой без зазора (рис. 5).

Рис. 5. Схема измерения угла 1.
С целью повышения прочности режущей части резца предусматривается также радиус скругления его вершины в плане: r = 0,1...3,0 мм. При этом большее значение радиуса применяется при обработке жестких заготовок, так как с увеличением этого радиуса возрастает радиальная составляющая силы резания.
Расчётная часть

Рис. 6. Углы проходного резца.
Таблица- 1. Значения углов резцов
| № | Наименование резцов | Основные параметры |
||||||
| ГОСТ | hxb | L | n | R | Тип пластин по ГОСТ 25395-82
|
|||
| 10 0 | 0 0 |
|||||||
| 1. | Токарный проходной отогнутый резец (рис.1) | ГОСТ 18877-73. Настоящий стандарт распространяется на токарные проходные отогнутые резцы общего назначения, с углами φ =45°, φ
1 =45°, с напаянными пластинами из твердого сплава. | ||||||
| Пример условного обозначения | hxb | L | l | a | Тип пластин по ГОСТ 25395-82
|
|||
| 1 | 2 |
|||||||
| 2. | Токарный отрезной резец (рис.2) | ГОСТ 18884-73. Настоящий стандарт распространяется на токарные отрезные резцы общего назначения, с углами φ =90°, φ =100°, с напаянными пластинами из твердого сплава. | ||||||
| Пример условного обозначения | ||||||||
 |  |
| Токарный проходной отогнутый резец (рис.1) | Токарный отрезной резец (рис.2) |
Выводы:
Цель работы: Определить зависимость коэффициента усадки от режима резания.
Теоретическая часть
Стружка - это деформированный и отделенный в результате обработки резанием поверхностный слой материала заготовки.
В результате деформации срезаемого металла обычно оказывается, что длинна срезанной стружки короче пути, пройденного резцом.
Это явление профессор И. А. Тиме назвал усадкой стружки. При укорочении стружки размеры ее поперечного сечения изменяются по сравнению с размерами поперечного сечения срезаемого слоя металла. Толщина стружки оказывается больше толщины срезаемого слоя, а ширина стружки примерно соответствует ширине среза.
Чем больше деформация срезаемого слоя, тем больше отличается длинна стружки от длины пути, пройденного резцом.
Усадку стружки можно характеризовать коэффициентом усадки I, представляющим собой отношение длины пути резца L к длине стружки l:
 (1)
(1)
На коэффициент усадки стружки основное влияние оказывают род и механические свойства материалов обрабатываемой детали, передний угол инструмента, толщина срезаемого слоя, скорость резания и применяемая смазочно-охлаждающая жидкость.
Коэффициент усадки стружки не может служить количественным показателем степени деформированности срезаемого слоя. На рис. 1 изображена связь между коэффициентом усадки и относительным сдвигом при различных передних углах инструмента. Хотя с увеличением коэффициента усадки в пределах его значений, встречающихся при применяемых режимах резания, относительный сдвиг при постоянном переднем угле  возрастает, но при различных передних углах одному и тому же коэффициенту усадки соответствует различная величина относительного сдвига.
возрастает, но при различных передних углах одному и тому же коэффициенту усадки соответствует различная величина относительного сдвига.

Задание: Рассчитать и сконструировать токарный проходной правый резец с механическим креплением многогранной пластины из твердого сплава для обтачивания вала по наружной поверхности из стали 45, предел прочности σ в = 750 МПа. Главный угол в плане φ = 45°.Диаметр заготовки D = 30 мм, припуск на сторону h = 3 мм, вылет резца l = 40 мм.Конструкцию резца выбрать по ГОСТ 26611-85, технические требования по ГОСТ 26613-85. Обработку производят на токарно-винторезном станке 16К20.
1 Условия обработки
Материал режущей части – Т15К6 (ГОСТ 3882-74).
Материал корпуса – Сталь 40Х (ГОСТ 4543-71).
Выбираем четырехгранную пластину по ГОСТ 19049-80 , (рисунок 23). Основные размеры: l = 9,525 мм;d = 9,525 мм;S = 3,18 мм;r = 0,8 мм .
Рисунок 23 – Пластина четырехгранной формы
(Гост 19049-80)
Основные параметры резца: h b = 16´16 мм;l 1 = 100 мм;h 1 = 16 мм;h 2 = 24 мм;l = 9 мм;l 2 = 25 мм;f = 20 мм.
2 Геометрические параметры резца (см. таблицу Б.6)
Главный передний угол γ = 10°;
главный задний угол α = 10°;
главный угол в плане φ = 45°;
вспомогательный угол в плане φ 1 = 45°;
радиус вершины лезвия r = 0,5 мм.
3 Глубина резания
t = 3 мм (черновое точение).
S = 1,3 мм/об .
5 Скорость резания
где T = 60 мин;
280;x = 0,15;y = 0,45;m = 0,5 .
где ;
6 Частота вращения заготовки
6.1 Определение действительной частоты вращения
n д = 1000 об/мин (приложение Б).
6.2 Фактическая скорость резания
7 Сила резания
где = 300;x = 1;y = 0,75;n =0,15 .
где ;
0,87 .
8 Мощность резания
Мощность станка модели 16К20 по паспорту 10 кВт (см. приложение Б). Следовательно, выбранные режимы резания удовлетворяют паспортным данным станка.
9 Выбор формы сечения державки и определение ее размеров
Определим ширину b поперечного сечения державки:
где l = 40 мм;σ u .д = 400 МПа.
10 Расчет прочности и жесткости державки резца
Максимальная нагрузка, допускаемая прочностью резца:
Максимальная нагрузка, допускаемая жесткостью резца:
где f = 0,1 мм; Е = 2·10 5 МПа;
Резец обладает достаточными прочностью и жесткостью в случае, когда P z ≤ P z доп; P z ≤ P z жест.
6827 > 4820,7 < 5119,97 Н – условие выполняется.
Конструкция проходного правого резца с механическим креплением твердосплавных пластин представлена на рисунке 24.

Рисунок 24 – Резец токарный проходной с механическим
Крепление четырехгранных пластин (гост 26611-85)
4.6 Расчет основных видов фрез
4.6.1 Расчет торцевой фрезы
Задание: Рассчитать торцовую насадную фрезу с механическим креплением пятигранных твёрдосплавных пластин, для обработки заготовки с шириной фрезерованияB = 150 мм и припуском на обработкуh = 2 мм.
Конструкцию фрезы рекомендуется выбрать по ГОСТ 26595-85 (рисунок 65).Обрабатываемый материал – Сталь 50, предел прочности σ в = 750 МПа. Параметр шероховатости обработанной поверхности:R a = 3,2 мкм (фрезерование чистовое). Станок вертикально-фрезерный модели 6Т13.
Определим основные параметры фрезы:
Материал корпуса – Сталь 45Х (ГОСТ 4543-71).
Материал пластин – Т15К6 (ГОСТ 3882-74).
Выбираем пятигранную пластину с отверстием по ГОСТ 19064-80 (рисунок 66).
Основные размеры: l = 11,5 мм;d = 15,875 мм;S = 4,76 мм;r = 1,6 мм;m = 17,375 мм;d 1 = 6,35 мм .


Рисунок 65 – Фреза торцевая с механическим креплением